浏览量:2392 作者:费马科仪 发布时间:2024-03-27
样品描述:
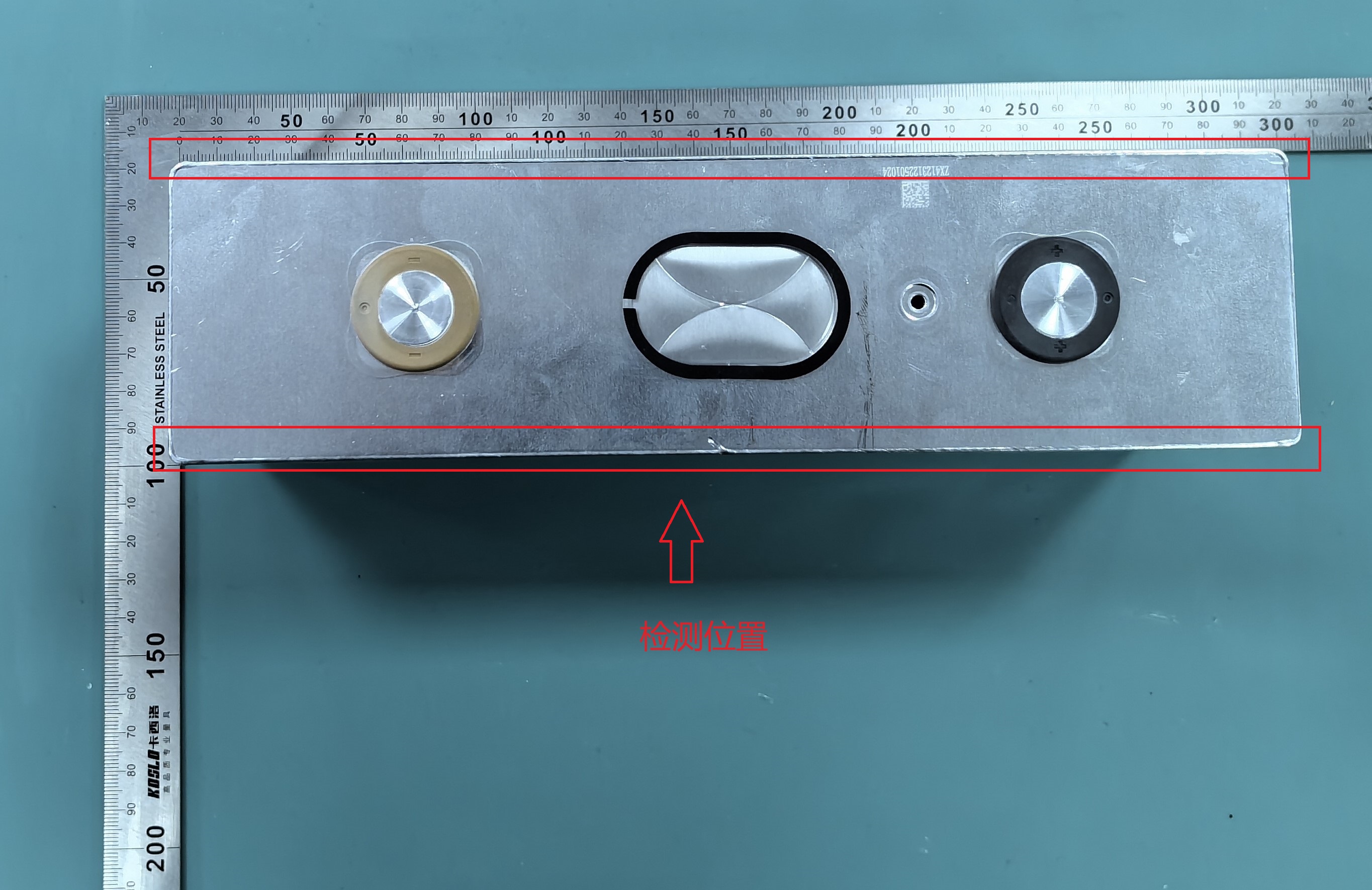
样品为铝合金电芯盖板。
近年来,动力及储能电池行业发展迅速,电芯壳体作为动力电池必不可少的重要部件,电芯壳体伴随着新能源的大发展持续高增长。电池壳体的制作材料一般采用铝合金和钢材。铝合金因其重量轻、强度高、导电性能好以及成本相对低廉,在电池壳体的生产中得到了广泛应用。钢材则因为其具备较高的机械强度和防腐性能,适用于某些特殊需求的电池。电池壳体的制作工艺包括材料选择和切割、冲压成型、去毛刺和表面处理、包装和检验等多个步骤。每个步骤都需要严格控制质量,以保证最终生产出的壳体符合设计要求并具备良好的性能和耐久性。这些工艺技术的不断改进和创新,将助力电池壳体在电池行业的发展中发挥更重要的作用。
检测要求:
焊接熔深检测。
检测流程:
切割→镶嵌→研磨→抛光→显影→显微观察及分析
切割原则:
精确取样,获得高质量检测区域;本次选择合适的切割机,适用的切割片、稳定的夹具、充足的切削液,设置合理的切削参数进行取样,使样品表面损伤降到最 低。
设 备: 手自一体精密切割机Fcut 230E
切 割 片: 碳化硅切割片(Φ230mm)
切割参数: 自动模式,切割片转速:3000rpm
切割速度6mm/s;

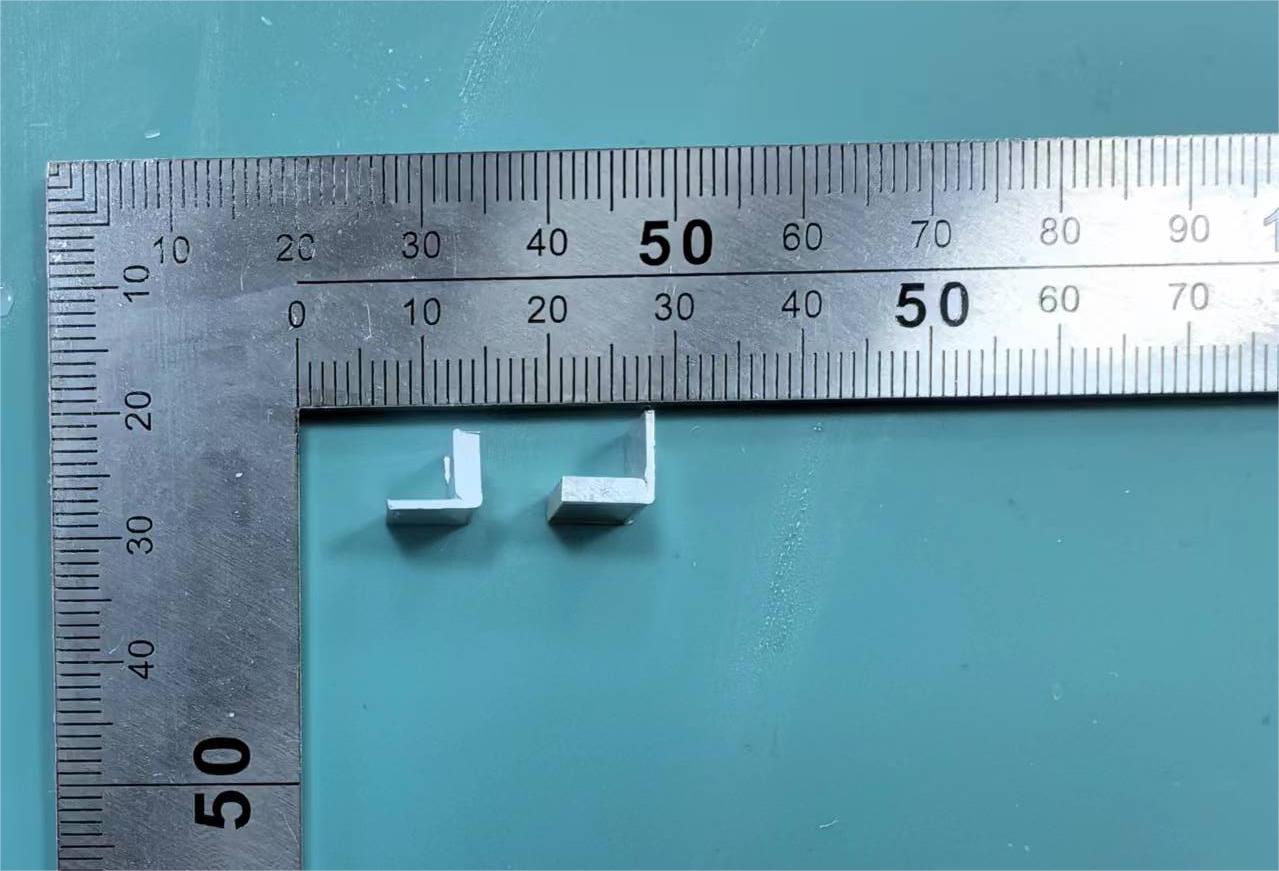
样品切割

切割效果
设备: Epress 30V pro
树脂: F2112AB(快速环氧树脂套装)
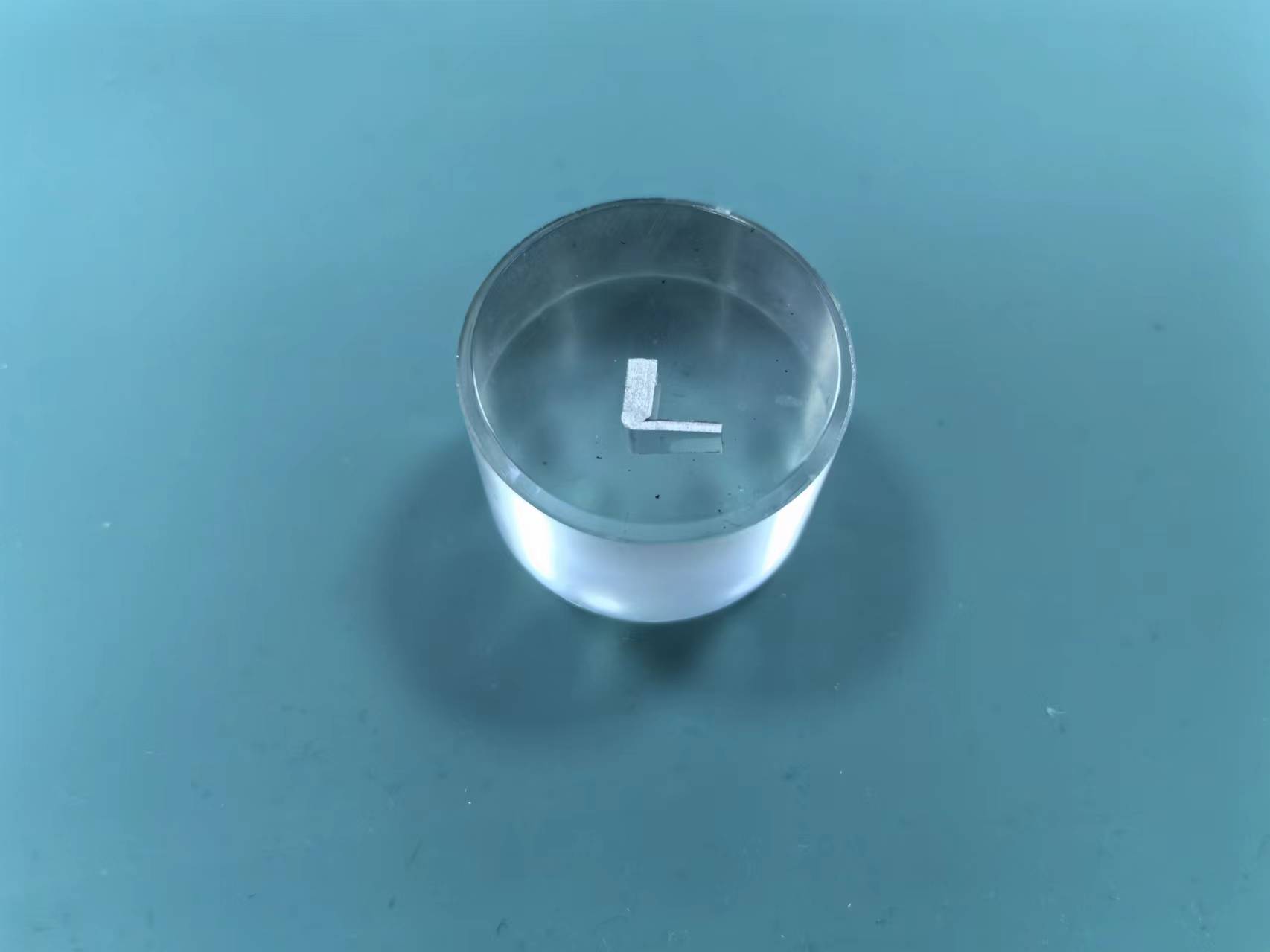
镶样尺寸: φ30 mm
备注:
镶嵌原则:
1. 在冷镶嵌时,考虑到客户的需求,优异的边缘保护、流动性是树脂选型最重要的考察指标;
2. 由于考察对象为焊接缝隙,故还需要保证良好的边缘保护性(树脂收缩率低);
综上,决定选用渗透性最 佳的F2112AB环氧树脂。其固化时间在1小时左右,若要追求更快的固化速度,可以放入烘箱中进行保温。

冷镶嵌流程
1. 选择好合适的树脂镶嵌套装,将固化剂与树脂按照1:2的配比仔细地混合,搅拌时应当缓慢,以避免形成过量气泡。将混合好的配料静置数分钟再使用,可以使得残留在配料中的空气升起并逸出。
2. 为保证树脂的有效填充,先在模具底部铺上一层搅拌好的树脂镶嵌料,再将样品置于模具中心,使用搅拌棒将样品压至模具底部,使之充分接触树脂镶嵌料,接着继续倒入树脂镶嵌料将整个试样覆盖且使之具有足够的高度。倒好树脂镶嵌料后将模具放入压力型冷镶嵌机,放好后锁紧上盖,启动气泵加压,直至压力镶嵌机内压力为2bar左右,保压一段时间。
3. 静置一会缓慢打开气阀泄压,直至变为正常大气压,继续放置等待凝固,样品即制作完成。
磨抛原则:
研磨抛光后的试样平整,光亮、无明显划痕。
设 备: 双盘双控手动磨抛机Fpol 252D
磨盘直径: 254mm(10寸)
参数设置:手动模式
|
步骤 |
1 |
2 |
3 |
4 |
5 |
|
砂纸目数 |
600 |
1500 |
2000 |
/ |
/ |
|
砂纸/抛光布型号 |
AS10-600F |
AS10-1500F |
AS10-2000F |
FP-MOL-10H |
FP-CHEM-10H |
|
磨盘转速(rpm) |
200 |
200 |
200 |
100 |
100 |
|
研磨抛光液 |
/ |
/ |
/ |
DSPF-1-500E(金刚石1um) |
SDPA-0.05-500E(0.05um二氧化硅) |
|
润滑液 |
水 |
水 |
水 |
/ |
/ |
|
时间(min) |
直至磨平 |
2 |
2 |
3 |
2 |

显微观察/分析
设 备: 焊缝检测系统SMZ745T-W
放大倍率: 6.7-50X(6档定格变倍)
成像系统; 1000万像素高清相机
图像软件: 焊接熔深分析软件FM-WELD

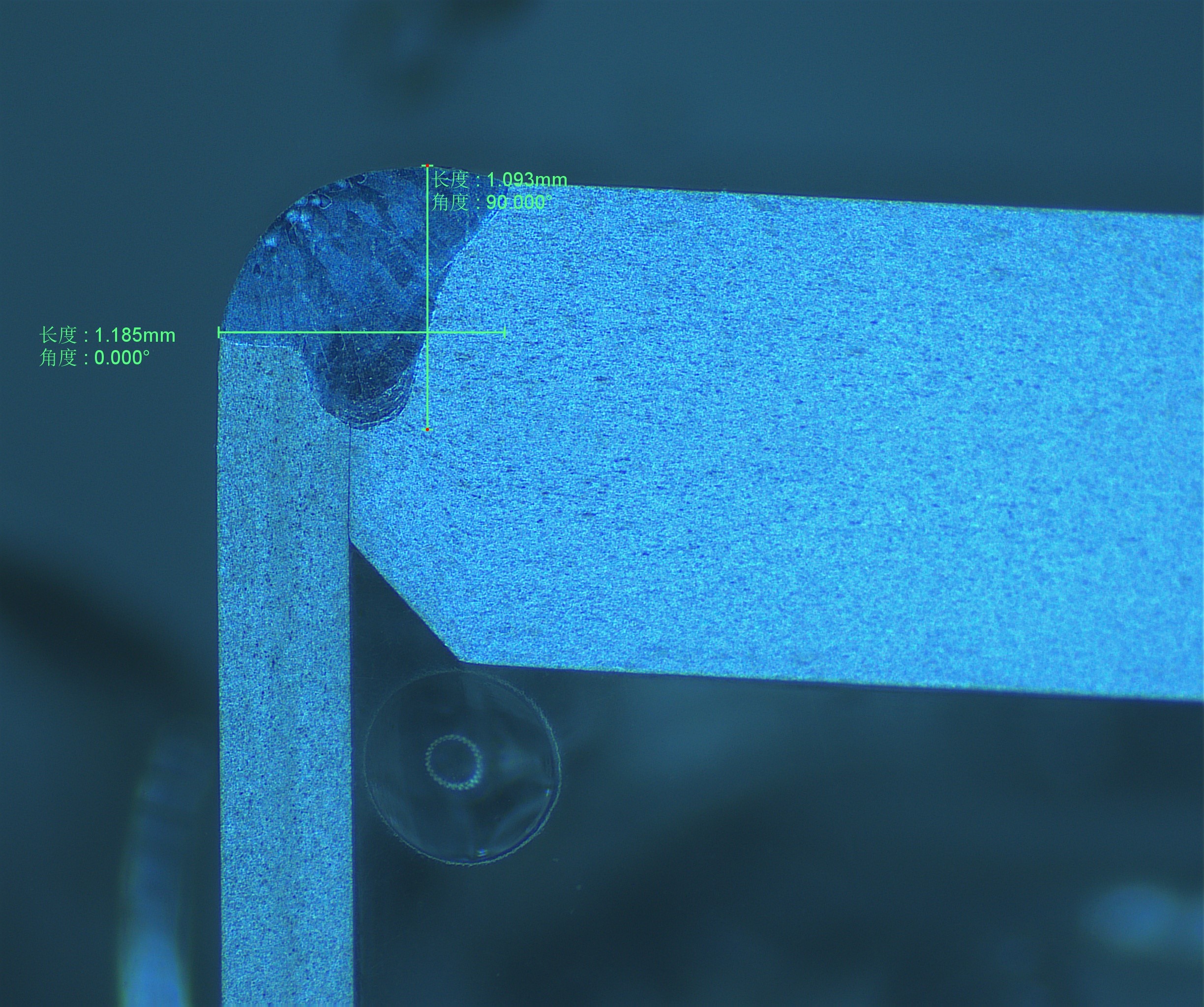
使用显影剂后显微镜下效果图:

专业软件进行熔深测量:
小结:
1.样品为铝合金焊接件,需要使用手自一体精密切割机进行切割,精确取样;
2.使用1-2h冷镶嵌树脂套装,保证镶嵌样品密度高,耐腐蚀,保边性能优秀;
3.成熟的磨抛工艺结合高端磨抛耗材,保证样品表面平整、光亮、无明显划痕;
4.专业图像软件对所需信息进行测量、编辑、保存等。
Copyright © 2021 All Rights Reserved 版权所有苏州费马科仪自动化技术有限公司 苏ICP备19051203号  苏公网安备32059002004994号 网站制作:汇成传媒
苏公网安备32059002004994号 网站制作:汇成传媒

